
| ||
 |
DECORA Polyester spun-dyed Wolfgang Morgenstern, Miroglio (cont'd from part 1)
As per 01.10.2005 Miroglio of Alba Italy has taken over from Setila Widnau the entire Decora line. This includes color laboratory, all production equipment, the recipes, the trademark and the trademark DECORA. The equipment is mounted in Miroglio' s Saluzzo plant and is expected to be fully operational in 1st quarter 2006.
Yarn dyeing and piece dyeing False-twist yarns are processed in ecru form when piece dyeing is to follow or put onto dye pack when yarn dyeing is to take place. These yarns are generally used in fabrics with a small pattern or surface effect to reduce the possibility of stripiness. Pseudo-plains in velour from double-faced raschel products are also well-known. By yarn dyeing any residual elasticity is removed from the yarn, which is generally acceptable for velour fabrics but not really ideal for fabrics which have to be shaped. Yarn-dyed and piece-dyed fabrics will also not always meet the exacting light fastness standards required in the 5x FAKRA test for all colors. Additionally with a yarn-dyed product color homogeneity is only achieved within a limited batch size. A maximum of 2 tons can be dyed in a single dye-batch, which is just sufficient for a simple creeling on a double-faced raschel machine. The next dye batch in the same color must be matched as nearly as possible. Furthermore it is essential in fabric production that direct bobbins of identical package length are used. The outer layer of yarn from each bobbin are often lighter in shade and must be used together. Color uniformity along the whole yarn length of package-dyed yarn is problematical – not so with Decora yarns. With these the color is homogeneous, even in a 50 ton spinning and regardless of whether the yarn comes from the inside or outside of the texturing package. Spun-dyed yarns have the advantage of optimal package to package shade uniformity. The easier it is for the dyestuff to be adjusted by leveling on the fabric, the less likely it is that it will be stable at the desired light fastness levels. There is also the question of increasing oligomer levels on the surface of the yarn, which can lead to problems in subsequent processing. | |

|
Use for solid shades When we talk about products used for solid shades today we are normally looking at piece-dyed fabrics. These may be circular-knitted, woven or warp-knitted. However as has been established already the light fastness are generally only satisfactory, if large molecule dyestuffs are used. However these dyestuffs can give problems because of their uptake speeds. The slightest differences in elongation in the ecru fabric are sufficient to give rise to stripiness. The use of spun-dyed flat or textured yarn for this end-use is clearly indicated. It can be produced in any amount desired. The target color spread for a whole texturing machine gives a mean variation of s = 0.4-0.5, while piece dyeing in a dye test using a suitable approved test dyestuff, one is happy if the profile for a whole creel doff from a texturing machine gives a mean variation of s = 0.7. Nonetheless at the start of solid-shade work with spun-dye Decora yarns, we were concerned as to whether we could meet the requirements of the development and marketing departments of the companies supplying the automotive industry, and we hesitated initially over the question of complaints for stripiness. The justified the doubters in wanting to use spun-dyed Decora yarns only a ground yarn or in mixture or pseudo- plains.
Stripiness investigation Investigations into stripiness complaints, which were designed to show how and were the levelness of spun-dyed colors could be improved, demonstrated clearly that stripiness was seldom associated with depth of color, affinity or remission. Stripiness was essentially related to the appearance of different levels of bulk in the yarn. A yarn which is under higher tension in the fabric construction or a textured yarn with lower bulk always looks lighter than the yarns next to it – a flatter yarn reflects ore light and brightness (Figs. 3 and 4). Stripiness is experienced. The same situation arises with yarns of higher bulk, which look darker in the fabric as they absorb more light. This conclusion is equally valid for both friction textured false-twist yarns by a higher number of crimps is equivalent in air-textured yarns to bigger loops in an effect yarn component. Because more light is absorbed by the looped filaments the yarns appear darker.
Fig 3
Fig. 4
Prevention of stripiness If the fabric is to be stripe-free it is absolutely essential to ensure that bulk differences are not allowed to occur in the textured yarn in the first instance. This starts with the POY bobbin, which must be very homogeneous as regards the regularity of the decitex and should have a spin finish, which makes it possible for the subsequent texturing to avoid surging and to maintain a constant yarn tension. Shortly Miroglio has POY in a number of decitex, which, because of optimum count regularity an a constant surface friction, allow yarns to be processed at high false-twisting speeds without surging problems. Dependent on yarn count and individual filament decitex yarns can be texturized at speeds up to 1000 m/min, as was demonstrated two years ago at ITMA ’95. In the case of air-texturing it needs to be established that a hot-pin or hot-disc is available in the drawing zone. In false-twist texturing conditions must be optimized, and drawing. D/Y-conditions, friction discs and the combination of discs must be tested. It is probably now accepted that an on-line yarn tension control system or a regular checking of tensions with mean variation calculation have proven their worth here. Also the machine factories and their engineering departments are necessary that take the responsibility for ensuring constant machine parameters as well as reliable running. On many machines online control system are possible. Unfortunately the systems are not part of the basic machine package and have to be bought as an expensive extra. That which is controllable by tension checks on false-twist machines can be tested by measuring air-pressures on air-texturing machines. The most important rule is to maintain a constant check on the most important texturing parameters, which are yarn speeds, temperatures, yarn paths and not least the cleanliness of yarn guides and surface. To prevent stripiness in textile surfaces it is necessary to discover faults bay optimum quality control, to segregate faulty bobbins and simply not allow stripiness to happen in the first place. A textured yarn made from spun-dyed Decora should be tested for the final end-use in the same way as if it was an ecru yarn. Knitting of the textured yarn bobbins, development of the crimp in hot water an examination over a transparent form enables bulk differences to be detected at an early stage. In order to make a good judgment of the crimp level in solid color fabric, it is more important to evaluate the transparency of the color test sample than the surface appearance. A further safeguard is to carry out checks during the production of the warps and the fabric. At the start of the production process a sample warp should be produced. As spun-dyed product does not have to be dyed again, it is sufficient to reveal those yarns which are showing a possible difference in crimp bulk using a simple boiling water process so that the offending yarn can be removed. The belief that stripiness is something related only to color is not the case for spun-dyed yarns except to a very limited degree. Far and way the main reasons are to do with yarn bulk, where it is necessary to minimize variations. In borderline cases the different process steps have to be viewed as a whole. Often stripiness is at the limit of a subjective judgment, and it is only apparent when the fabric is viewed from a certain angle. It is also problematic when an earlier production stage is worried that the next stage could see more. Here also one must be prepared to make a joint decision about stripiness, because mean variations can affect each production stage, even if the customer claims that the original sample evaluation was stripe-free. It is understandable that the fabric producers are concerned about repeated failure. The total volume of automotive production remains relatively stable, and claims can quickly lead to a transfer of business to another knitter or weaver.
Conclusion The demand for a product with higher levels of light fatness is becoming ever more necessary as car lives get longer. The move from mixture and patterned fabrics to solid shade products, which do not date in fashion terms, is showing up the limits achievable by yarn-dyed and piece-dyed articles. The more level the fabric appearance has to be, the easier the dyestuffs have to be to level on the yarn. Normally this is accompanied by a reduction in light fastness. The answer is spun-dyed Decora polyester, which incorporates dyestuffs with good light stability and maintains uniformity and evenness of shade throughout a whole spinning run. Stripiness, whilst not totally excluded in fabric made from this yarn, is not a problem of dye affinity, as is usually the case in the yarn-dyed and piece-dyed routes, but is normally related to the appearance of yarns with possible differences of bulk level. This must be kept as regular as possible by regular controls during and after texturing, so that the examiner in the Kalahari Desert, in Florida, Australia or even in good old Europe will be satisfied. Literature
|
||||||||||||
|
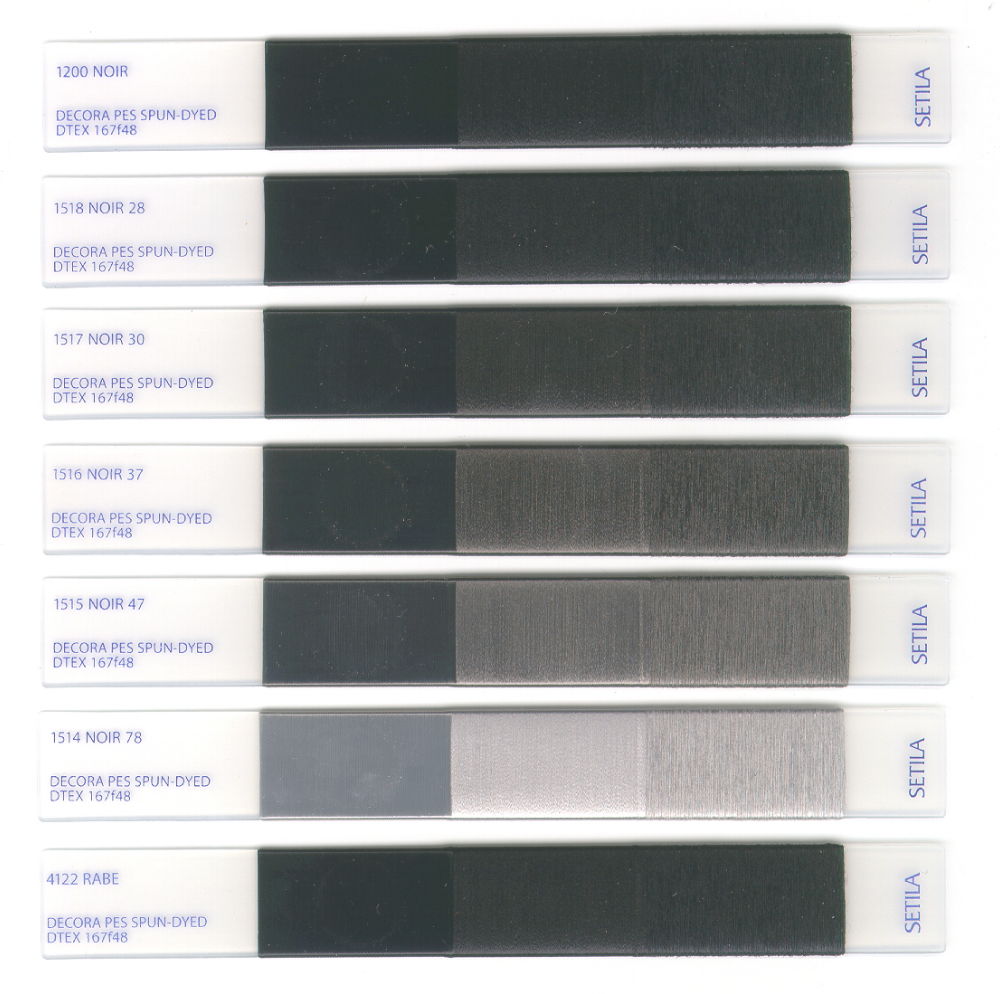
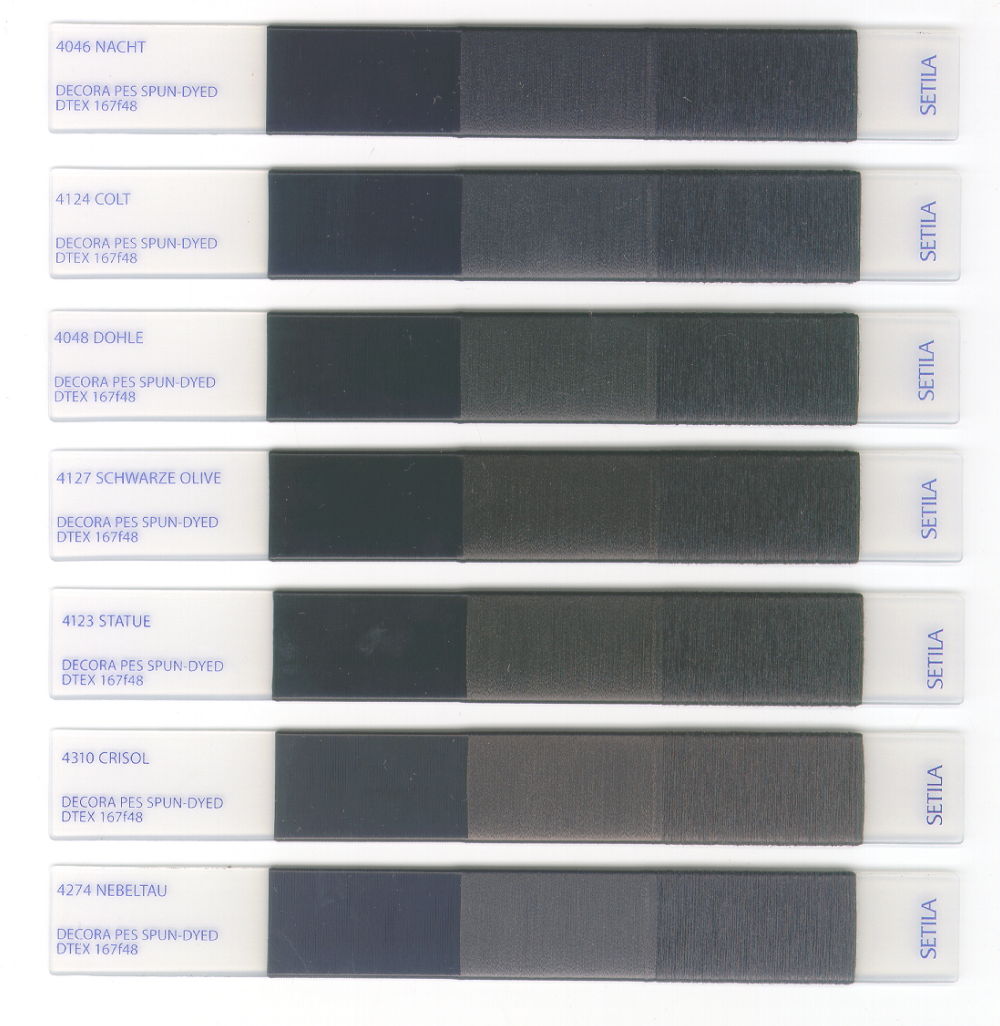
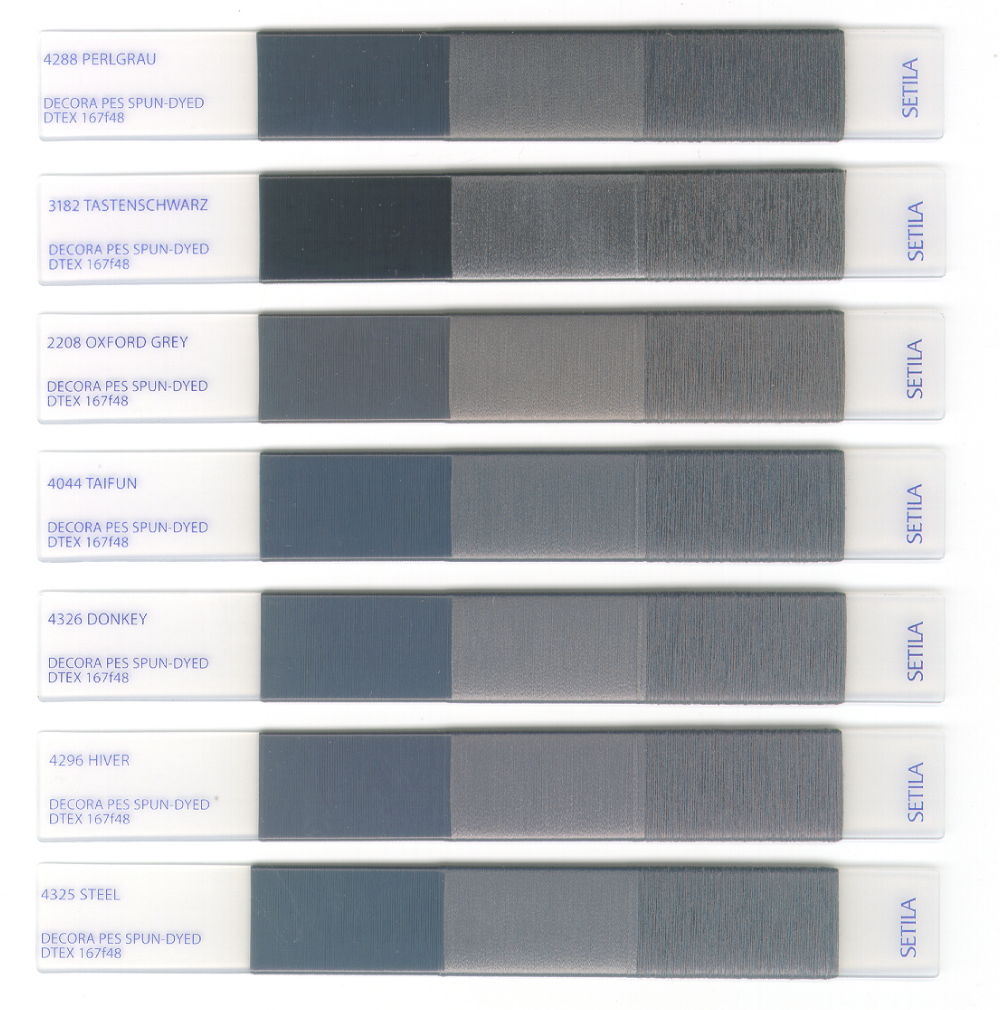
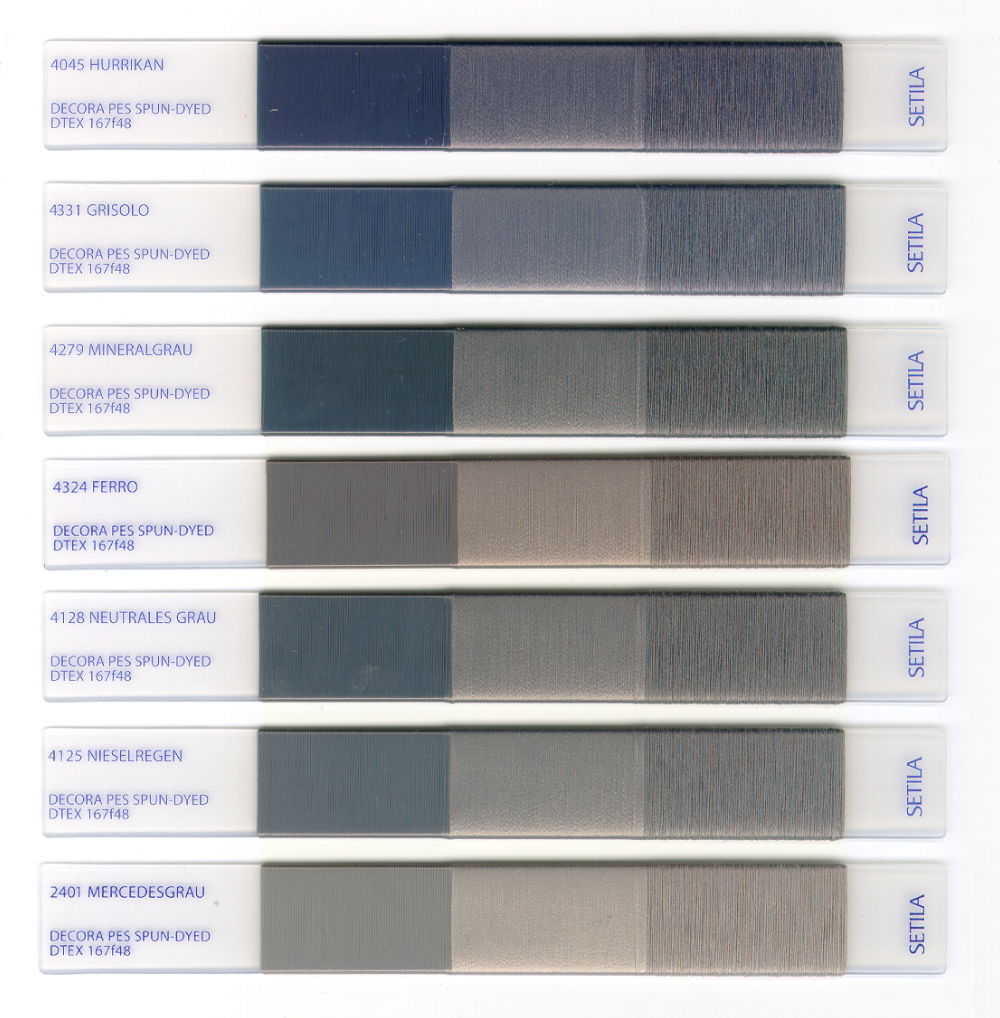
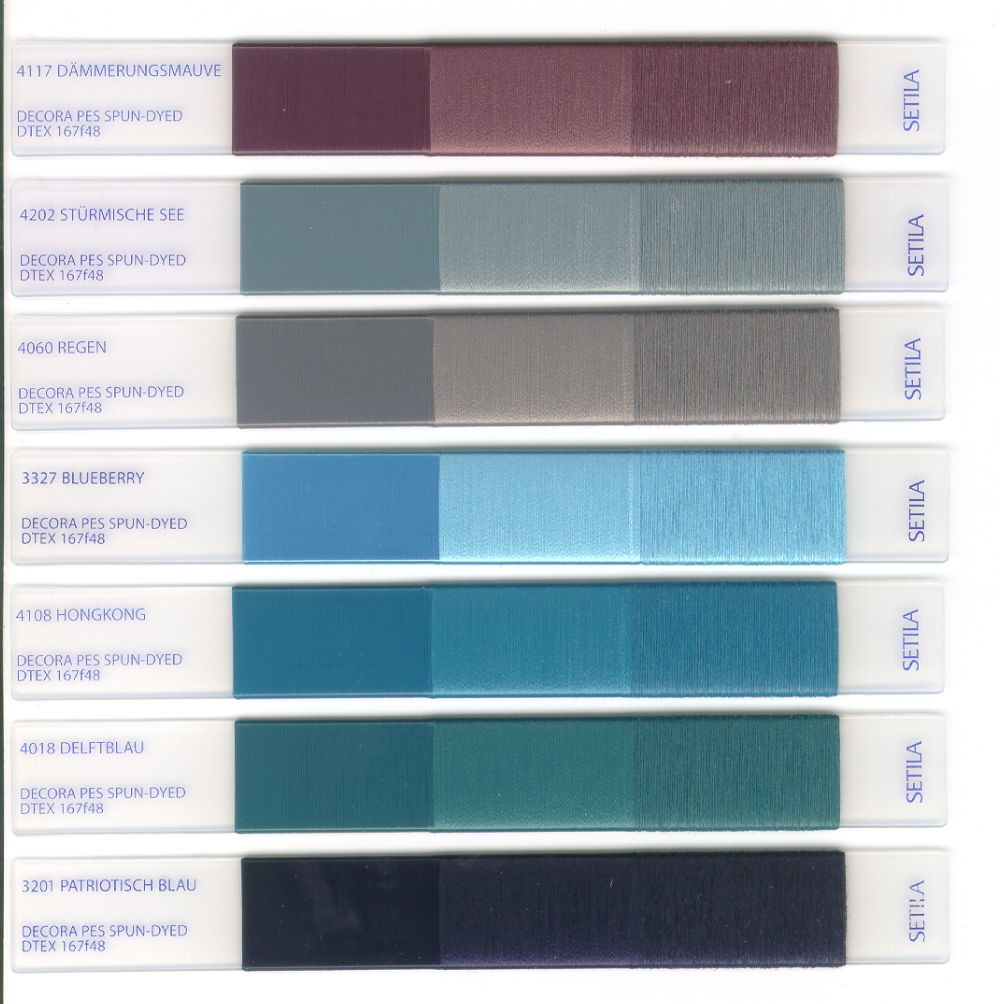
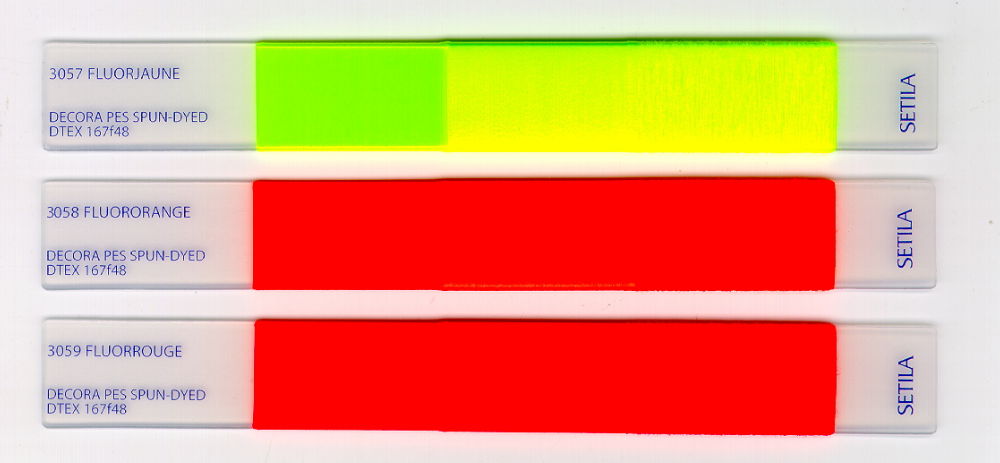
Automotive Decora colours -
please
click for bigger picture
Please note that the color tongues are divided into 3 sections:
The idea of this online shade card is to give you a first idea about the standard shades. With this tool you may choose the nearest color tongue as an initial color tongue sample. The color may be different from PC to PC because of the monitor settings (color warmth, color depth, lightness and contrast).
This is a PDF file which you may download with a click on above picture at your convenience You can also find here a presentation from Wolfgang Morgenstern at the occasion o f 40th International Man Made Fiber Congress in Dornbirn 19 - 21.09.2001 |








| Be notified of page updates |
wwwswicofilcom2015