
| ||
 |
DECORA Polyester spun-dyed Wolfgang Morgenstern
As per 01.10.2005 Miroglio of Alba Italy has taken over from Setila Widnau the entire Decora line. This includes color laboratory, all production equipment, the recipes, the trademark and the trademark DECORA. The equipment is mounted in Miroglio' s Saluzzo plant and is expected to be fully operational in 1st quarter 2006. Technology advances have made it possible to lengthen the life span of a car by several years. What would be the promising of a longer life if the colours of the upholstery, door trims and roof liner could not withstand the strength and intensity of the effects of sunlight, ultra violet rays and humidity. With the practical testing in the Kalahari Desert, Arizona of Florida [1] the car producer can simulate the test requirements, reducing the intensity of the exposure to a shorter period and building it up to a longer period. Standards Standards have clearly risen in the past years [2]. For example, in order to protect textiles from too much direct light, they were replaced by plastic in window areas. Now we deal with their surfaces differently. Textiles are being used right up to the glass. In the back of the car the upholstery is directly under the rear window. Today a significantly improved light-fastness is demanded; automotive textiles have to pass the 5x FAKRA light-fastness tests with a grade of 7 on the blue scale and a 4 on the grey scale. But still the limits have not been reached, and already there is talk of 10x FAKRA which will increase the test periods enormously. | |

|
Light fastness tests In a closed vehicle temperature peaks of over 100 °C can arise. The ultra-violet rays and their strength are dependent on the glazing and the size and arrangements of the panes. In addition to the expensive outdoor testing methods described above, there is also the determination of light fastness at high temperature of the synthetic materials used in the car’s interior fittings in accordance with DIN 75202. Each car producer has his own specification for the various different exposures, with measuring equipment such as Xenotest 150, 450, 1200 or Atlas C135W being used. These differ with regard to light source, filter, light strength, black standard temperature, test room temperature, relative humidity and exposure time. All test methods, however, have one definition in common: according to DIN 75202 the end of an exposure period is reached when the color reference of the light corresponding to level 3 of the grey-scale. The contrasts are confirmed by means of a spectro- photometer, if one is available [3]. Examples of the FAKRA-values for some Decora spun-dyed colors are given in Table 1.
If the value for 3x FAKRA is satisfactory, the value for 5x FAKRA is seldom any lower. The greatest differences arise between 1x and 3x, but even these are modest. The color trends for 2000 are:
Why Polyester? Although nylon yarns by comparison with polyester yarns possess good abrasion resistance and are found by the customer to be softer, over the years polyester yarns have established their supremacy. The parameters of both flat and textured polyester yarns are excellent for this end-use. Dimensional stability, rub fastness and easy-care properties cannot be beaten by any other fiber. One disadvantage is the very low moisture absorption capability of only 0.4 %, which can have a negative effect on the seating environment. However through texturing - and many products are textured today - it is possible to improve the properties for moisture and perspiration transmission. The resistance of polyester to light and ultraviolet rays is acceptable, the color values are good, and the targeted light fastness values are excellent when a spun-dyed Decora product is available. General advantages of Decora are
Polyester’s share of the automotive textile market In 1996 polyester’s share of the automotive textile market was approaching 90 %. For 1997 the production figures of the European producers showed an increase to 92 %. With a production of 13.2 million cars (Table 2) and a consumption of around 3.0 kg of textile polyester per car, this equates to a consumption of 40'000 tons of polyester per year or around 86 million m2 of fabric – which implies a 25 % increase over recent years (Table 3).
Whilst the increase in the USA and Japan has stagnated in recent years, in Western Europe there has been an annual rise of 3 %. For 1997 the West European market is split in the following proportions (Table 4).
The share of polyester in woven velour is 40 %, in flat woven 90 %, in warp-knit 89 %, in double-faced Raschel 94 % and in circular-knit 99 %, and with a tendency to rise where it is still possible. Because of its big range of spun-dyed colors and special counts for automotive applications, Setila, Widnau/Switzerland, had a 30 % share of this market. That polyester is so much in demand for this end-use arises from its many positive characteristics and the absence of any particularly negative ones. The demands for exceptional price/performances relationships in both yarn and color have increased the necessity for polyester still further. Additionally if offers the required ease of sorting, which makes a recycling of textiles possible, should this be necessary.
Texturing 70 % of automotive textiles are made from textured polyester in knitted and woven fabrics: 55 % of this is airtextured and 45 % false twisted. The range of counts of air-textured commonly used are
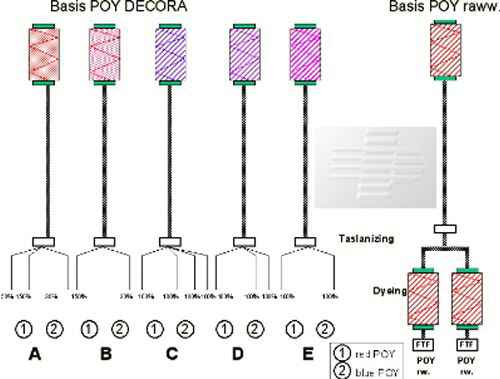
Yarns used are becoming finer. With air-texturing yarns can be created which have the appearance of natural fibers: various component yarns can be fed to the jet with different levels of over-feed and entangled to a specific color mix. In this area spun-dyed colors can really demonstrate their value. The color collections requested by the car producers can be established with excellent reproducibility using light-fast Decora spun-dyed colors (Fig. 1). To achieve the same results false-twisted, package-dyed and air-textured yarns have been used and occasionally still are used, although the production costs are substantially higher because of the complicated processing route, and light fastness will often barely reach the levels required today.
Fig. 1 A proportion of the air-textured yarn is package-dyed for use as weft in woven fabrics. However a move towards spun-dyed Decora yarns is already happening here, because the target customers for Decora are the texturizers specializing in the automotive industry, who for the orders from high volume fabric producers choose spun-dyed yarn using the shade-card or specially developed colors. Following the designer’s original design, small samples are produced for initial trials:
After that there is the possibility of scaling up to 1600 bobbins for use in bulk production trials once the initial sample stage consideration is given to whether the yarn will be flat, false-twisted or air-textured. A dark flat POY yarn gives distinctly lighter yarn after drawing and texturing (Fig. 2).
Literature
Continuation part 2 please follow this link
|
||||||||||||
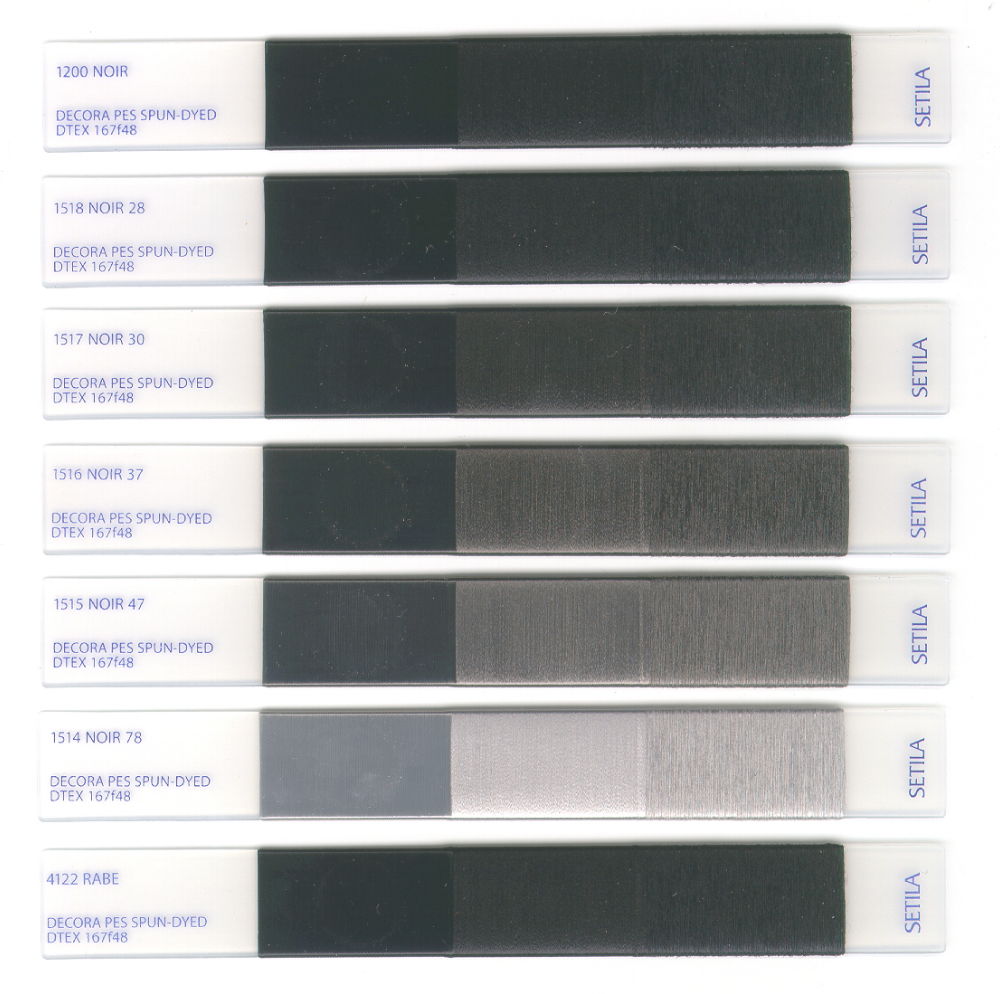
Automotive Decora colours -
please
click for bigger picture
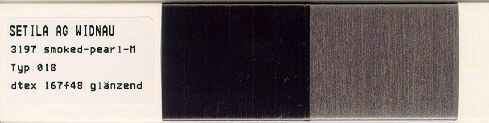
Please note that the color tongues are divided into 3 sections:
The idea of this online shade card is to give you a first idea about the standard shades. With this tool you may choose the nearest color tongue as an initial color tongue sample. The color may be different from PC to PC because of the monitor settings (color warmth, color depth, lightness and contrast).
This is a PDF file which you may download with a click on above picture at your convenience
Continuation part 2 please follow this link You can also find here a of Wolfgang Morgenstern at the occasion o f 40th International Man Made Fiber Congress in Dornbirn 19 - 21.09.2001 |
||||||||||||






| Be notified of page updates |
wwwswicofilcom2015