
|
|

Airbag Market
Airbag
Background
An air bag is an inflatable cushion designed to protect automobile
occupants from serious injury in the case of a collision. The air bag is part of
an inflatable restraint system, also known as an air cushion restraint system (ACRS)
or an air bag supplemental restraint system (SRS), because the air bag is
designed to supplement the protection offered by seat belts. Seat belts are
still needed to hold the occupant securely in place, especially in side impacts,
rear impacts, and rollovers. Upon detecting a collision, air bags inflate
instantly to cushion the exposed occupant with a big gas-filled pillow.
A typical air bag system consists of an air bag module (containing an
inflator or gas generator and an air bag), crash sensors, a diagnostic
monitoring unit, a steering wheel connecting coil, and an indicator lamp. These
components are all interconnected by a wiring harness and powered by the
vehicle's battery. Air bag systems hold a reserve charge after the
ignition has been turned off or after the battery has been disconnected.
Depending on the model, the backup power supply lasts between one second and ten
minutes. Since components vital to the system's operation might sit dormant for
years, the air bag circuitry performs an internal "self-test" during
each startup, usually indicated by a light on the instrument panel that glows
briefly at each startup.
The crash sensors are designed to prevent the air bag from inflating when the
car goes over a bump or a pothole, or in the case of a minor collision. The
inflator fits into a module consisting of a woven nylon bag and a break-away
plastic horn pad cover. The module, in turn, fits into the steering wheel for
driver's-side applications and above the glove compartment for front passenger
applications.
In a frontal collision equivalent to hitting a solid barrier at nine miles
per hour (14.48 kilometers per hour), the crash sensors located in the front of
the car detect the sudden deceleration and send an electrical signal activating
an initiator (sometimes called an igniter or squib). Like a light bulb,
an initiator contains a thin wire that heats up and penetrates the propellant
chamber. This causes the solid chemical propellant, principally sodium azide,
sealed inside the inflator to undergo a rapid chemical reaction (commonly
referred to as a pyrotechnic chain). This controlled reaction produces harmless
nitrogen gas that fills the air bag. During deployment the expanding nitrogen
gas undergoes a process that reduces the temperature and removes most of the
combustion residue or ash.
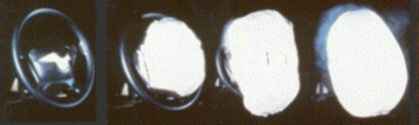
The expanding nitrogen gas inflates the nylon bag in less than one-twentieth
(1/20) of a second, splitting open its plastic module cover and inflating in
front of the occupant. As the occupant contacts the bag, the nitrogen gas is
vented through openings in the back of the bag. The bag is fully inflated for
only one-tenth (1/10) of a second and is nearly deflated by three-tenths (3/10)
of a second after impact. Talcum powder or corn starch is used to line the
inside of the air bag and is released from the air bag as it is opened.
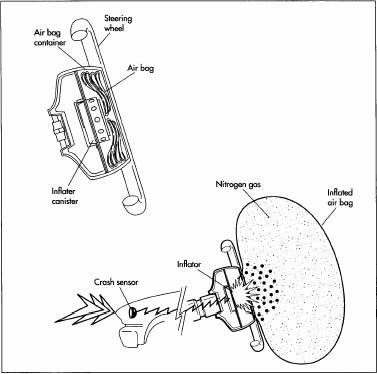
A typical driver's-side air bag fits neatly on the steering wheel column. In
case of a collision, the crash sensor sends an electric spark to the
inflator canister, setting off a chemical readion that produces nitrogen
gas. The gas expands, inflating the air bag and protecting the driver.
History
The air bag traces its origin to air-filled bladders outlined as early as
1941 and first patented in the 1950s. Early air bag systems were large and bulky, primarily using tanks of compressed or heated air,
compressed nitrogen gas (N2), freon, or carbon dioxide (CO2).
Some of the early systems created hazardous byproducts. One particular system
used gun-powder to heat up freon gas, producing phosgene gas (COCl2)an
extremely poisonous gas.
One of the first patents for automobile air bags was awarded to industrial
engineer John Hetrick on August 18, 1953. Conceived by Hetrick after a near
accident in 1952, the design called for a tank of compressed air under the hood
and inflatable bags on the steering wheel, in the middle of the dash-board, and
in the glove compartment to protect front seat occupants, and on the back of the
front seat to protect rear seat passengers. The force of a collision would
propel a sliding weight forward to send air into the bags. Many other inventors
and researchers followed suit, all exploring slightly different designs, so that
the exact technical trail from the early designs to the present system is
impossible to note with certainty.
In 1968, John Pietz, a chemist for Talley Defense Systems, pioneered a solid
propellant using sodium azide (NaN3) and a metallic oxide. This was
the first nitrogen-generating solid propellant, and it soon replaced the older,
bulkier systems. Sodium azide in its solid state is toxic if ingested in large
doses, but in automotive applications is carefully sealed inside a steel or
aluminum container within the air bag system.
Since the 1960s, air bag-equipped cars in controlled tests and everyday use
have demonstrated the effectiveness and reliability. The Insurance Institute For
Highway Safety conducted a study of the federal government's Fatal Accident
Reporting System using data from 1985 to 1991, and concluded that driver
fatalities in frontal collisions were lowered by 28 percent in automobiles
equipped with air bags. According to
another study conducted in 1989 by General Motors, the combination of
lap/shoulder safety belts and air bags in frontal collisions reduced driver
fatalities by 46 percent and front passenger fatalities by 43 percent.
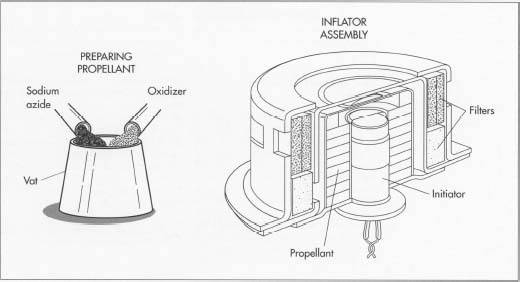
Preparation of the propellant, the first step in air bag manufacture,
involves combining sodium azide and an oxidizer. The propellant is then
combined with the metal initiator canister and various filters to form the
inflator assembly.
In response to consumers' increased safety concerns and insurance industry
pressure, the federal government has forced automobile manufacturers to upgrade
their safety features. First, Department of Transportation (DOT) regulations
require all cars, beginning with model year 1990, sold in the United States to
be equipped with a passive restraint system. (Passive restraint
systemsrequiring no activation by the occupantinvolve the use of automatic
seat belts and/or the use of air bags.) If car manufacturers choose an air bag,
then regulations require only a driver' s-side system until model year 1994,
when air bag-equipped cars must include passive protection on the passenger's
side as well. A 1991 law requires driver and passenger air bags in all cars by
the 1998 model year and in light trucks and vans by 1999.
Raw Materials
As stated above, an air bag system consists of an air bag module, crash
sensors, a diagnostic monitoring unit, a steering wheel connecting coil, and an
indicator lamp. Both this section and the next ("The Manufacturing
Process") will focus on the air bag module itself.
An air bag module has three main parts: the air bag, the inflator, and the
propellant. The air bag is sewn from a woven nylon fabric and can come in
different shapes and sizes depending on specific vehicle requirements. The
driver's-side air bag material is manufactured with a heat shield coating to
protect the fabric from scorching, especially near the inflator assembly, during
deployment. Talcum powder or corn starch is also used to coat the air bag;
either substance prevents the fabric from sticking together and makes it easier
to assemble. Newer silicone and urethane coated air bag materials require little
or no heat shield coating, although talcum powder or corn starch will probably
still be used as a processing aid.
The inflator canister or body is made from either stamped
stainless steel
or cast aluminum. Inside the inflator canister is a filter assembly consisting
of a stainless steel wire mesh with ceramic material sandwiched in between. When
the inflator is assembled, the filter assembly is surrounded by metal foil to
maintain a seal that prevents propellant contamination.
The propellant, in the form of black pellets, is primarily sodium azide
combined with an oxidizer and is typically located inside the inflator canister
between the filter assembly and the initiator.
The Manufacturing
Process
Air bag production involves three different separate assemblies that combine
to form the finished end product, the air bag module. The propellant must be
manufactured, the inflator components must be assembled, and the air bag must be
cut and sewn. Some manufacturers buy already-made components, such as air bags
or initiators, and then just assemble the complete air bag module. The following
description of the manufacturing process is for driver-side air bag module
assembly. Passenger-side air bag module assemblies are produced slightly
differently.
Propellant
- The propellant consists of sodium azide mixed together with an oxidizer,
a substance that helps the sodium azide to burn when ignited. The sodium
azide is received from outside vendors and inspected to make sure it
conforms to requirements. After inspection it is placed in a safe storage
place until needed. At the same time, the oxidizer is received from outside
vendors, inspected, and stored. Different manufacturers use different
oxidizers.
- From storage, the sodium azide and the oxidizer are then carefully
blended under sophisticated computerized process control. Because of the
possibility of explosions, the powder processing takes place in isolated
bunkers. In the event safety sensors detect a spark, high speed deluge
systems will douse whole rooms with water. Production occurs in several
redundant smaller facilities so that if an accident does occur, production
will not be shut down, only decreased.
- After blending, the propellant mixture is sent to storage. Presses are
then used to compress the propellant mixture into disk or pellet form.
Inflator assembly
- The inflator components, such as the metal canister, the filter
assemblystainless steel wire mesh with ceramic material insideand
initiator (or igniter) are received from outside vendors and inspected. The
components are then assembled on a highly automated production line.
- The inflator sub-assembly is combined with the propellant and an
initiator to form the inflator assembly. Laser welding (using CO2
gas) is used to join stainless steel inflator sub-assemblies, while friction
inertial welding is used to join aluminum inflator sub-assemblies. Laser
welding entails using laser beams to weld the assemblies together, while
friction inertial welding involves rubbing two metals together until the
surfaces become hot enough to join together.
- The inflator assembly is then tested and sent to storage until needed.
Air bag
- The woven nylon air bag fabric is received from outside vendors and
inspected for any material defects. The air bag fabric is then die cut to
the proper shapes and sewn, internally and externally, to properly join the
two sides. After the air bag is sewn, it is inflated and checked for any
seam imperfections.
Final assembly of air bag module
- The air bag assembly is then mounted to the tested inflator assembly.
Next, the air bag is folded, and the breakaway plastic horn pad cover is
installed. Finally, the completed module assembly is inspected and tested.
- The module assemblies are packaged in boxes for shipment and then sent
to customers.
Other components
- The remaining components of the air bag systemthe crash sensors, the
diagnostic monitoring unit, the steering wheel connecting coil, and the
indicator lampare combined with the air bag module during vehicle
assembly. All the components are connected and communicate through a wiring
harness.
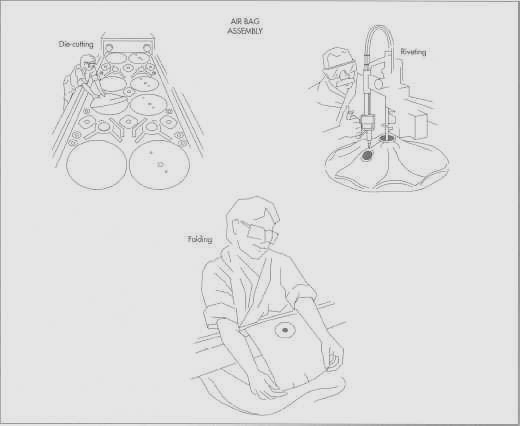
The air bag parts are die-cut out of woven nylon, sewn together, and
riveted. The bag is then carefully folded so that it will fit inside the
plastic module cover.
Quality Control
The quality control aspect of air bag production is, obviously, very
important because many lives depend on the safety feature. Two major areas where
quality control is critical are the pyrotechnic or propellant tests and the air
bag and inflator static and dynamic tests.
Propellants, before being inserted into inflators, are first subjected to
ballistic tests to predict their behavior. A representative sample of inflators
are pulled from the production line and tested for proper operation by a
full-scale inflator test, which measures pressurecreated by the generated gas
inside a large tank 15.84 or 79.20 gallons (60 or 300 liters)versus time in
milliseconds. This gives an indication of the inflator system's ability to
produce an amount of gas at a given rate, ensuring proper air bag inflation. The
air bags themselves are inspected for fabric and seam imperfections and then
tested for leaks.
Automated inspections are made at every stage of the production process line
to identify mistakes. One air bag manufacturer uses radiography (x-rays) to
compare the completed inflator against a master configuration stored in the
computer. Any inflator without the proper configuration is rejected.
The Future
The future for air bags looks extremely promising because there are many
different applications possible, ranging from aircraft seating to motorcycle
helmets. The air bags of the future will be more economical to produce and lighter in weight; will involve smaller, more integrated systems; and will
use improved sensors.
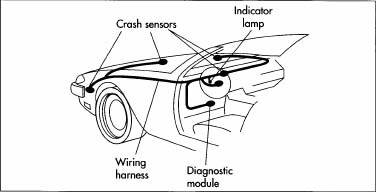
Crash sensors can be located in several spots on the front of the
automobile. These sensors are connected to the air bag module with a wiring
harness. Two other key components of an air bag system are the diagnostic
module and the indicator lamp. The diagnostic module performs a system test
each time the car is started, briefly lighting up the indicator lamp mounted
on the dashboard.
Side-impact air bags are another possibility that would work similar to
driver- and passenger-side air bags. Side-impact air bags will most likely be
mounted in the car door panels and deployed towards the window during impact to
protect the head. Foam padding around the door structure would also be used to
cushion the upper body in a side impact. Head and/or knee bolsters (energy
absorbing pads) to complement the air bag system are also being investigated.
Rear-seat air bags are also being tested but consumer demand is not expected to
be high.
Aftermarket air bag systemsgeneric systems that can be installed on any
vehicle already builtare not currently available. Since the effectiveness of
an air bag depends on its sensors recognizing if a crash is severe enough to
trigger deployment, a system must be precisely tuned to the way a specific car
model behaves in a crash. Still, companies are exploring the future possibility
of producing a modified air bag system for retrofit.
A hybrid inflator is currently being tested that uses a combination of
pressurized inert gas (argon) and heat from a propellant to significantly expand
the gas's volume. These systems would have a cost advantage, since less
propellant could be used. Air bag manufacturers are also developing systems that
would eliminate the sodium azide propellant, which is toxic in its undeployed
form. Work is also underway to improve the coatings that preserve the air bag
and facilitate its opening. Eventually the bags may not need coatings at all.
In the future, more sophisticated sensors called "smart" sensors
will be used to tailor the deployment of the air bag to certain conditions.
These sensors could be used to sense the size and weight of the occupant,
whether the occupant is present (especially in the case of passenger-side air
bags where deployment may be unnecessary if there are no passengers), and the
proximity of the driver to the steering wheel (a driver slumped over the
steering wheel could be seriously injured by an air bag deployment).
|
