
| |||||||||||||
 |
| ||||||||||||

| High Tenacity | In- Rubber | Broad Weaving | Narrow Weaving | Ropes & Nets | Mono- filaments | Cut Flock |
Flock

Look around you. The home you live in. The paper you write on. The car you drive. From the carpet you stand on to the chair you sit in, flock has become an integral part of everyone's daily life.
Flocking fascinates because a textile, velvety or brush-like surface may be applied to almost any material. Flocked products are everywhere - flock is found on T-shirts, in packaging for perfumes, car glove boxes, car head liners, floor coverings, model railway-landscapes, eye liner brushes, scrubbing pads, and, and, and...
Consumers are always looking for something different and unusual. Suppliers seek the same thing - a special item or product that will increase their market share or generate new business. Developing something different is always a top priority and is the driving force behind the recent resurgence of printer interest in learning about flocking
Flocking for decoration is not new - similar methods were used in the Middle Ages to attach fiber dust to sticky surfaces. It was in the 1970s, with the advent of improved technologies and adhesives, that flocking became a popular decoration method. In the 80s and early 90s flocking popularity faded away and few printers used the process. While flocking is not the most widely used decorating process, the average person is aware of its velvet or suede feel.
Over the last several years, however, inquiries about the process have begun to increase, and flocking is once again in demand as a decorating method. Even though flocking may not be most decorators' first choice process at present, it is used widely in many industrial applications. Flocked surfaces reduce water condensation, act as good thermal insulators, and have been used in the automotive industry for years for such items as glove compartment boxes, door moldings and window trim.
WHAT IS FLOCKING?
The flocking process involves applying short monofilament fibres, usually nylon, rayon or polyester, directly on to a substrate that has been previously coated with an adhesive.
The diameter of the individual flock strand is only a few thousandths of a centimeter and ranges in length from 0.25 - 5 mm. Adhesives that capture the fibres must have the same flexibility and resistance to wear as the substrate. The process uses special equipment that electrically charges the flock particles causing them to stand-up. The fibres are then propelled and anchored into the adhesive at right angles to the substrate. The application is both durable and permanent. Flock can be applied to glass, metal, plastic, paper or textiles. Flock design applications are also found on many items such as garments, greeting cards, trophies, promotional items, toys and book covers.
APPLICATION METHODS
Decorative flocking is accomplished by using one of four application methods:
- electrostatic
- beater bar/gravity
- spraying and
- transfers
The electrostatic method is perhaps the most viable flocking method, especially for the printer doing more than an occasional flocking job.
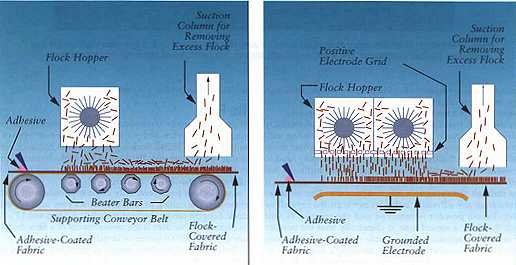
Flocking material can also be sprayed using an air compressor, reservoir, and spray gun similar to spraying paint. It is primarily used when large areas require flocking. It is an untidy process, because some of the flocking fibres become airborne. Flocking is also applied by printing an adhesive on to a substrate, and then rapidly vibrating the substrate mechanically, while the flock fibres are dispensed over the surface (see figure below).
|
|
|
Flock application by the vibration method. |
Flock application by the electrostatic method. |
The vibration promotes the density of fibres, which is critical to good fibre coating, and causes the flocking fibres to adhere to the adhesive and pack into a layer. This process is called a beater bar or gravity flocking system and is basically a mechanical process. With this process the flocking fibres are randomly adhered to the surface of the substrate, and each fibre adheres to the adhesive at a different depth, creating an irregular flocked surface. Since the fibres adhere to the surface of the adhesive, rather than penetrate or imbed in it, some fibre shedding occurs. Loose flocking fibres generated during production also have a tendency to migrate, so many of these systems are installed in a separate area to prevent fibre contamination of the factory.
A much easier way to add flocking to your operation is to purchase and apply standard flock transfers. Another choice is a patented process, where the transfers are multi-colored and very detailed, and are produced without ink.
Flocking is a value-added alternative decorating method for achieving that unusual look. It only costs slightly more that producing a standard screen print, and in conjunction with textiles, it is certainly less expensive than embroidery. This process uses dyed fibres of nylon that are charged with high- voltage and driven into the design. This process eliminates fibre shedding, which is common with most other flocked images. Standard flock transfers can also be made in-house.
Basically the pre-press is virtually the same as it is for screen printing with only a few differences. The screens are made from coarser mesh counts and the line thickness of some of the artwork may need to be increased. The adhesive is printed, and a crystalline powder is applied to the transfer and then is sent through the dryer at a low temperature. This removes moisture from the adhesive, but does not melt the crystalline powder. Excess powder is removed and the transfer is sent through the dryer a second time to chemically bind the powder to the adhesive.
THE FLOCK
Flock can be made from natural or synthetic materials such as cotton, rayon, nylon and polyester. There are two types of flock - milled and cut. Milled flock is produced from cotton or synthetic textile waste material. Because of the manufacturing process, milled flock is not uniform in length.
Cut flock is produced only from first quality filament synthetic materials. The cutting process produces a very uniform length of flock. Lengths can be obtained from 0.3 - 5.0 mm and 1.7-22 dtex in diameter.
Advantages of flocked surfaces are:
-
pleasant appearance
-
fibered grip
-
persistence against bounces and scratches
-
good sliding effect on even surfaces
and many other specialized properties.
The fineness of the flock, length of fibres and adhesive coating density determine the softness of the flocking. It should be noted however, that fine or short flock is difficult to work with, since it has a tendency to ball-up during processing.
Milled cotton flock has the advantage of being the lowest in cost and the softest, but has the least abrasion and wear resistance. Rayon is a little bit better on wear resistance and nylon is the best. For cut flock, rayon is the least expensive with the least wear resistance. Cut nylon is the best grade of flock and produces a good feel, but is also the most expensive. Cut polyester is basically used for industrial applications such as automobile window seals, glove compartments, and roofing. Besides cutting or milling, flock manufacturing includes several other steps.
After cutting, the flock is cleaned of oils that accumulated during processing. It is vat dyed to any number of colours, and then chemically treated to enable the fibres to accept an electrical charge. Since the fibres are all dielectric, a certain amount of conductivity must be present for electrostatic flocking process to occur. When the process is complete the fibres are spin dried and then oven dried to a specific moisture content. Note that flocking fibres are never totally dried, since moisture content adds to their conductivity. Finally, the flock is packaged in moisture proof bags that maintain proper humidity.
THE ADHESIVE
Flock adhesives are available in both a single and a two-part catalyzed system. There are also plastisol and water-based adhesives. Many of the adhesives have the consistency of plastisol ink. Care should be exercised to select a stencil emulsion or film that is compatible with the adhesive to be printed. Proper application of the adhesive is the most important part of the process.
A very heavy deposit of adhesive is required, but at the same time the adhesive should not be 'squeegee'd' through the substrate. Care should also be exercised not to apply a too thin coating.
THE ELECTROSTATIC SYSTEM
Electrostatic flocking equipment is available in three configurations:
- an automatic carousel for multicolor flocking
- a single station flocking unit that usually attaches to one station of a garment press
- a portable hand-held unit for lower volumes.
The cost of the equipment varies from hundreds or a few thousand dollars for hand-held units to tens or hundreds of thousands of dollars for automatic multicolor systems. All of the equipment operates using the same basic procedure. In flocking, the electrical charge is generated by the use of two electrodes:
- a high voltage, direct current grid connected to a power generator, and
- a grounded substrate.
An electrostatic charge is generated that propels the fibres at a high velocity on to the adhesive coated substrate. This causes the flocking fibres to penetrate and imbed in the adhesive at right angles to the substrate. This forms a high density uniform flock coating. Controlling the electrical field by increasing or decreasing either the applied voltage or the distance between the electrodes and the substrate controls the speed and thickness of the flocking.
HAND HELD UNITS
The hand held units are comprised of a metal plate, a generator and a flocking head. The metal plate must be grounded, and it can be placed where convenient. It is the equivalent of the plate on a textile press. The generator creates the electrostatic charge, and is wired to a canister that contains the loose fibres. A metal screen is mounted halfway inside the canister opening. The open end of the canister is then passed over the adhesive coated substrate, drawing flock fibres from the canister through the screen. The electrostatic charge propels the fibres toward the grounded metal plate. The adhesive coated substrate intercepts the fibres and flocking occurs. The substrate is then cured in a conventional textile dryer, and the loose fibres are removed by shaking, vacuuming or by using compressed air.
THE ENVIRONMENT
Having a controlled atmosphere for flocking operations is another essential ingredient for success. Ideally, the flocking area should have a relative humidity of 60% and a temperature of 20C (68F). A small variation in temperature or a change in the percentage of relative humidity can result in a 3 to 4 factor change in the conductivity or electrical sensitivity of the flock and the substrate. Flocking fibres are very sensitive to humidity and temperature conditions.
When a new batch of flock fibres is opened, the fibres will give off or receive moisture based on the surrounding environment. Less than 30% relative humidity in the production area will lead to fibres that won't accept a charge. Relative humidity in excess of 65% causes the flock to stick together and flow poorly through the metal screen or plate. For best results the flocking operation should be located in an atmospheric controlled room.
![]()
| Be notified of page updates |
wwwswicofilcom2015