
|
|

Dental Floss Market info
Dental Floss
Background
Dental floss is a thin filament used to remove debris caught between teeth
and between teeth and gums. In 1994, Americans used more than 2.5 million miles
of dental floss, the equivalent of circling the earth more than 100 times.
The use of dental floss helps to remove plaque, a sticky, gel-like substance
made of bacteria that forms on teeth and between teeth, as well as on the tooth
surface below the gum line. If the plaque is not removed, it hardens and is then
called tartar. If tartar is allowed to accumulate, gingivitis, or an
inflammation of the gums, usually accompanied by redness, swelling, and
bleeding, can result. Eventually, gums begin to separate from the teeth, forming
"pockets" that frequently become infected. If this goes unchecked, the
bone that supports the teeth is destroyed, resulting in tooth loss. To avoid
this, adults and children over age 10 are advised to floss at least once a day.
Flossing disturbs bacteria, stopping it before it can create plaque and
ultimately cause gum and bone disease.
Floss is available in string or ribbon form, and can be lightly waxed, waxed,
or un-waxed. It is also available in several flavors such as cinnamon, mint,
bubble-gum, and plain. Ribbon floss is the most effective choice when there are
ample spaces between the teeth; since baby and children's teeth are
widely-spaced, ribbon floss is the most common selection for children. On the
other hand, when teeth have contact points, that is, when they come in contact
with one another, the preferred choice is the narrower or string floss. Waxed or
lightly waxed is recommended for use between crowded or crooked teeth
.
Raw Materials
Dental floss is commonly made out of one of two polymers (synthetic
compounds), either nylon or Teflon. Nylon is defined as a fiber-forming
substance of a long-chain synthetic polyamide. A polyamide is a compound
characterized by more than one amide group; an amide is a chemical related to
ammonia. Teflon is the trade name of the polymer polytetrafluoroethylene, or
PTFE. Other raw materials are the coatings, which may be wax, flavors, and
various proprietary ingredients which vary with the manufacturer.
The Manufacturing
Process
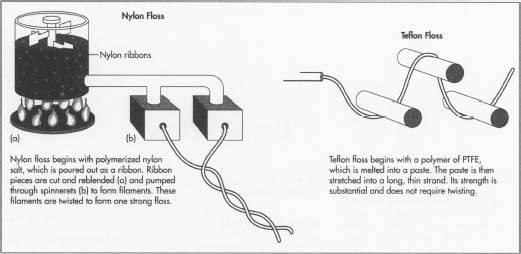
Filament extrusion and twisting (for nylon)
- To make floss from nylon, nylon salt is polymerized and the resulting
polymer is poured out as a ribbon. Next, it is cut into small chips, flakes,
or pellets. These are blended, remelted, and pumped through spinnerets to
form filaments. When the nylon cools, the filaments solidify and regather to
form a yarn. The ends of the filaments are combined to create one strand of
floss. Correctly twisting the nylon is a vital part of this process; the
turns average between 2.5 and 3.5 per inch. Twisting adds strength to the
floss as well as greatly reducing fraying or breaking.
Dental floss is commonly made out of one of two synthetic compounds:
nylon or Teflon.
Since floss consists of many filaments, it can be produced in different
counts.
Decitex is defined as the weight of 10,000 meters of unwaxed nylon in grams.
Floss is also measured by "Denier." Denier is defined as the
weight of 9,000 meters of uncoated floss in grams. There is a direct
correlation between the numerical value of the decitex or denier and the
thickness of the strand of floss: if this value increases, the thickness of
the strand also increases.
Making floss with Teflon
- To produce a Teflon dental floss, a polymer of polytetrafluoroethylene
(PTFE) is formulated. Next, the polymer is melted into a paste and stretched
into a long, thin strand. The polymer is then expanded into one or more
directions. The PTFE is cut, forming different deniers. After the PTFE is
processed, its tensile strength is substantial. Unlike multi-filament nylon
flosses, PTFE is a monofilament, which does not shred or break easily.
Therefore, twisting is not required for this process. The rates of
stretching during the manufacturing process give this floss its added
strength.
Filament coating
- This process allows manufacturers to differentiate their products by
permeating the floss with distinctive and proprietary coatings. The coating
takes place in emulsion baths, where the floss is pulled through waxes,
flavors, and other desired coatings at a consistent velocity.
Bobbin winding
- Floss bobbins are next wound in one of two shapes: cylindrical or roll
type. Winding the floss bobbins requires the use of equipment that transfers
the yarn from one type of spool to another type. A cylindrical bobbin is
dispensed through a tube or rectangular-shaped package. It can be wound
where the floss is pulled through the center or pulled from the outer layer
first. The advantage to this type of bobbin is that it can accommodate more
yardage. The roll bobbin is the more conventional type of floss bobbin. It
is dispensed through flat containers by pulling from the outer layer only.
Case molding
- The standard case for nylon flosses is an angled, two-piece
construction, usually polypropylene, with an insert that holds the floss
spool. Recently, many manufacturers have opted to upgrade their floss
dispensers by using a one-piece "clam shell" construction that
incorporates a window to gauge product use as well as grooves to facilitate
gripping.
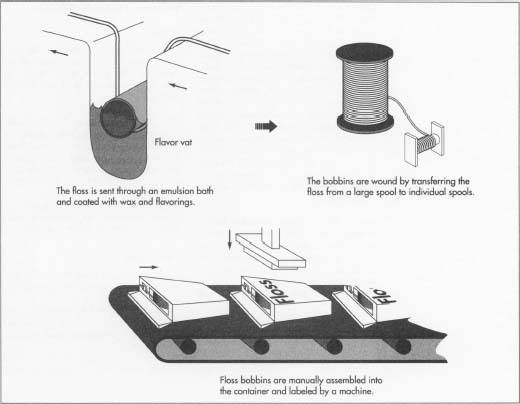
Assembly
- Floss bobbins are usually assembled manually into the floss container.
The bobbin cores are cut to separate them. Next, they are placed into the
container, the floss is threaded around a metal cutting clip, and the cover
is closed. The package is now ready for labeling, or if the container is
pre-decorated, it is ready for packing and shipping.
Decoration
- There are three basic methods of decoration: pad printing, labeling, and
thermal transfer. Pad printing is the most prevalent form of decorating used
in the U.S. Labeling is the preferred choice for most product exported to
Europe. Thermal transfer generates an image quality equal to or better than
the pad printing image with the advantage that it allows for a greater range
of colors and designs.
Packaging
- Marketers prefer blister packaging (a plastic mold affixed to a
cardboard backing, which can hang on a display peg) because it prominently
displays the package and eliminates the need for paper packaging, which is
deemed better for the environment. Another packaging trend is to co-pack
floss along with a toothbrush, toothpaste, or mouthwash.
The Future
Two leading manufacturers have recently developed dental flosses with new
types of filament. Oral-B Laboratories introduced Oral-B ULTRA FLOSS. Unlike
conventional or ordinary dental floss, which has a series of straight nylon
strands, ULTRA FLOSS features an ultra strong filament, containing a patented
network of interlocking fibers that resists shredding and fraying. ULTRA FLOSS'
woven, spongy texture also works differently than conventional floss; it
stretches thin to fit easily between tight teeth spaces, then springs back to
its original thickness to trap plaque in its filament. ULTRA FLOSS is soft for
sensitive gums, gentler on the fingers, and pre-measured into 18-inch (46 cm)
segments, the length recommended by the American Dental Association.
John O. Butler Company introduced Butler-Weave, a dental floss that acts like
dental tape. This smooth, shred-resistant floss spreads out when pulled between
teeth, providing more surface contact with the tooth for effective plaque
removal. In addition, its thin, flat profile glides easily between tight
contacts
|
