
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 |
Cotton
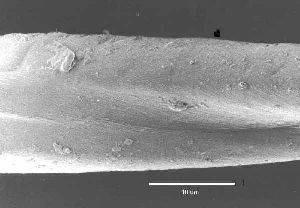
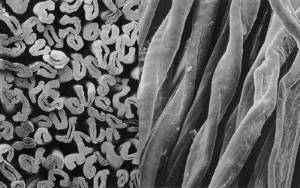
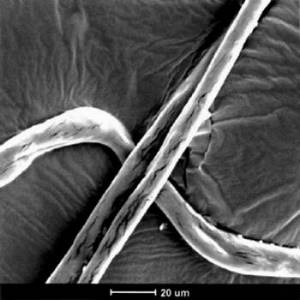
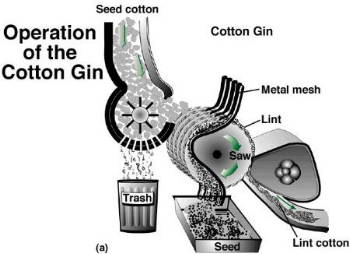
Introduction Is a vegetable fibre obtained from the mature capsule of the cotton plant, a shrub about 40 cm high, with leaves and flowers of a red or yellow colour. When the flower is fecundated it loses its petals and within 25 days a capsule surrounded by a leaf called bract grows. The capsule is sustained by a cup and has a drop shape rounded at the lower extremity. Inside the capsule there are from five to eight seeds on which the fibre developed. When the capsule is mature it opens into four parts showing the cotton ball. On the same plant the maturation of the capsules does not occur simultaneously, therefore more passages are required for the harvest of the cotton. The harvest is carried out a week after maturation. The first operation after harvesting is husking, which permits the removal of the fibres from the seeds. Then the cotton is carded and combed so as to eliminate all the impurities. 4000 fibers is the seed average. Staple length = 1/8" - 2.5" (0.32 - 6.35cm) - for manufacturing yarns, fabrics, 7/8" - 11/4" (2.22 - 3.18cm) is standard.
The requisites on the basis of which to judge the quality of the cotton are the grade, the colour, and the length of the fibres and the character. The grade is given by the external appearance of the cotton and is determined on the basis of the major or minor brightness of the fibres, by its more or less white color, by the major or minor presence of particles of the leaf or other extraneous substances.
The
color
is another important element of evaluation of cotton. The length is the most important attribute of the fibre. In this regards, cotton is divided into two large categories: long fibre cottons (long staple), which measures more than 28 mms and amongst which Sea Island in the United States holds the record and the Egyptian Makò and Sakellaridis which arrive at and sometimes overreach 50 mms, and short fibre cotton (short staple), that do not reach the length of 18 mms and that derive from the Asian regions; there is also an intermediate category of cottons whose fibre length is included between 18 and 28 mms, such as those from the United States Uplands and which constitute the grand mass of the world production, 60% and more. The character is the attribute determined with more difficulty. It is in part connected with the origin, variety and maturity, but at the end a cotton of good character is that whose fibres are the most strong and robust, so as to resist traction and breakage, homogenous and uniform, so as to produce few losses in working, and have a complete physical-chemical constitution, so as to give the cotton mass notable solidity and compactness, smoothness and silkiness. The biggest cultivations of cotton are to be found in America, India, China, Egypt, Pakistan, Sudan and Eastern Europe.
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||











| Be notified of page updates |
wwwswicofilcom2015
PIMA COTTON
-
THE ORIGIN Gossypium. barbadense originates from northern Peru and southern Ecuador. Thanks to the quality of its fibre Gossypium. barbadense is the most popular type of cotton in the world. As the name indicates, the length of the fibre is likened to a human beard. Its fine threads have been used in Peru since ancient times and for thousands of years have been worked to create large brightly coloured, richly illustrated capes. Thanks to the favorable climatic conditions of the desert-like Peruvian coast, where it normally never rains, the artistic expression of these special articles of clothing has been retained for more than 3000 years. Worldwide spread of barbadense cotton At the end of the 19th century, when the French engineer Fernando de Lesseps was building the Suez Canal, another Frenchman by the name of Jumel obtained seeds from the Peruvian barbandense cotton plant during a journey through South America. He took them to Egypt where they were sown in the Nile Valley. The Royal British School for Genetics later improved them by targeted selection and cross-fertilization and various grades were created such as Metafifi, Sakel, Sakelaridis (Sakaridis), Karnak through to the present-day Gizah. In view of their extra-long fibres the G-45 and 70 grades of Gizah cotton are regarded as epitomizing modern cotton and are referred to as Egyptian cotton. Dr. Lambert from the Gizah Research Institute distributed the long-fibre grades, which later became known as Lambert, Dendera, Barakat, Gezira, etc., in the Upper Nile region and in the Sudan. Peru is also the original home of the barbadense cotton which in 1954 was grown for the first time at the Tel Aviv Research Institute and which is known as Israeli Pima Cotton, and whose cultivation led to the development of mechanized irrigation. In the early 20th century the selection of barbadense cotton cultivated in Egypt was brought to the United States and planted in the desert like South West, in the Arizona countries of Yuma and Pima, from which the designation Pima cotton resulted. In 1934 the agriculturalist Emilio Hilbck Seminario reintroduced Pima cotton in Peru and with the aid of irrigation systems cultivated it in the desert of Piura. As you all know, today Peru is a developing country with a rich history where the heritage of the Incas lives on in the technical, artistic and spiritual world of their descendants. Peru, Bolivia and Ecuador receive aid from the European Community and Switzerland. With import concessions of up to 50 per cent the competitiveness and attractiveness of the textile products from these countries is increased and the people who live there are given the opportunity to abandon the cultivation of drugs (coca leaf for cocaine) and to develop new perspectives for life. There is no doubt that cotton, and in particular Pima cotton, holds importance for Peruvian agriculture in the export oriented national clothing industry. Owing to its fibre quality Pima cotton is one of the most competitive grades for export. As a result special attention and effort are devoted to it in Peru.
-
THE PLANT After the return of barbadense cotton to its country of origin, Peru, it quickly acclimatized. Pima cotton is cultivated on the northern coast of Peru in the Department of Piura, on an area measuring approx. 15,000 hectares. This represents about 21 per cent of the total area of land on which cotton is grown in Peru and it will without doubt increase because Pima cotton is the most competitive grade for export thanks to its fibre quality. The yield amounts to approximately 95185 MT. With a fibre length of 42.9 mm Pima cotton is recognized as the worlds longest cultivated cotton fibre.
-
THE PRODUCT The special features of Pima cotton are its luster and extreme softness. Pima cotton is used in exclusive products with a high standard of quality which also stand out, among other things, by virtue of their handcrafted embroidery, crochet work and knitting. But every type of industrial processing on ultramodern knitting machines is also possible. Prices: The prices for Pima cotton are around USD 14.50/kg and for a specially mercerized finish they are around USD 22.00/kg. End products made of Pima cotton stand out by virtue of their special softness and natural luster as well as their mercerized appearance, which is created by wax produced by the fibre to cover itself owing to the low level of moisture prevailing in the valleys of Piura (and which requires a different dyeing process). This characteristic has been described by Lands End magazine, which has the highest catalogue sales for any magazine worldwide, with the motto: Peruvian Pima, soft as a hair of an angel.
-
CLOTHING AND FASHION These materials from the Andes, Pima and Alpaca, are already being used by skilled knitters, who have an impressive expert knowledge of knitting and crochet patterns and often lifelong experience, to make artistic knitwear and accessories, with which you are no doubt familiar from catalogues, such as Peruvian Connection or Spirit of the Andes. Pima cotton offers all the features and characteristics required for inclusion in fashionable collections in the mid- to high-price range