| |||||||||||||||||||||||
|
Swicofil is targeting many different markets
Our yarn and fiber range covers all fields from the finest ladies pantyhose to the coarsest heavy duty application. For more detailed information please click on the relevant market segment button below and follow the link you are interested in.
| ||||||||||||||||||||||



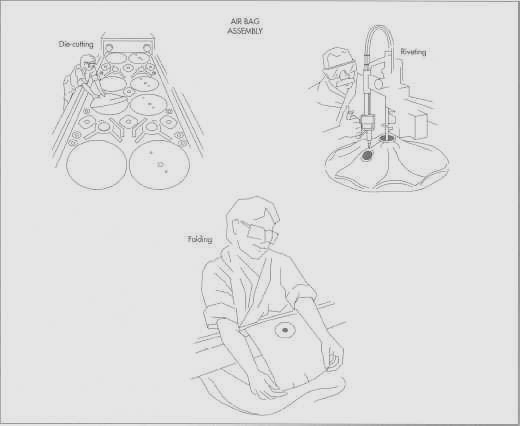
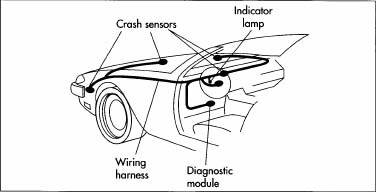
wwwswicofilcom2015 BackgroundAn air bag is an inflatable cushion designed to protect automobile occupants from serious injury in the case of a collision. The air bag is part of an inflatable restraint system, also known as an air cushion restraint system (ACRS) or an air bag supplemental restraint system (SRS), because the air bag is designed to supplement the protection offered by seat belts. Seat belts are still needed to hold the occupant securely in place, especially in side impacts, rear impacts, and rollovers. Upon detecting a collision, air bags inflate instantly to cushion the exposed occupant with a big gas-filled pillow. A typical air bag system consists of an air bag module (containing an inflator or gas generator and an air bag), crash sensors, a diagnostic monitoring unit, a steering wheel connecting coil, and an indicator lamp. These components are all interconnected by a wiring harness and powered by the vehicle's battery. Air bag systems hold a reserve charge after the ignition has been turned off or after the battery has been disconnected. Depending on the model, the backup power supply lasts between one second and ten minutes. Since components vital to the system's operation might sit dormant for years, the air bag circuitry performs an internal "self-test" during each startup, usually indicated by a light on the instrument panel that glows briefly at each startup. The crash sensors are designed to prevent the air bag from inflating when the car goes over a bump or a pothole, or in the case of a minor collision. The inflator fits into a module consisting of a woven nylon bag and a break-away plastic horn pad cover. The module, in turn, fits into the steering wheel for driver's-side applications and above the glove compartment for front passenger applications. In a frontal collision equivalent to hitting a solid barrier at nine miles per hour (14.48 kilometers per hour), the crash sensors located in the front of the car detect the sudden deceleration and send an electrical signal activating an initiator (sometimes called an igniter or squib). Like a light bulb, an initiator contains a thin wire that heats up and penetrates the propellant chamber. This causes the solid chemical propellant, principally sodium azide, sealed inside the inflator to undergo a rapid chemical reaction (commonly referred to as a pyrotechnic chain). This controlled reaction produces harmless nitrogen gas that fills the air bag. During deployment the expanding nitrogen gas undergoes a process that reduces the temperature and removes most of the combustion residue or ash. The expanding nitrogen gas inflates the nylon bag in less than one-twentieth (1/20) of a second, splitting open its plastic module cover and inflating in front of the occupant. As the occupant contacts the bag, the nitrogen gas is vented through openings in the back of the bag. The bag is fully inflated for only one-tenth (1/10) of a second and is nearly deflated by three-tenths (3/10) of a second after impact. Talcum powder or corn starch is used to line the inside of the air bag and is released from the air bag as it is opened. HistoryThe air bag traces its origin to air-filled bladders outlined as early as 1941 and first patented in the 1950s. Early air bag systems 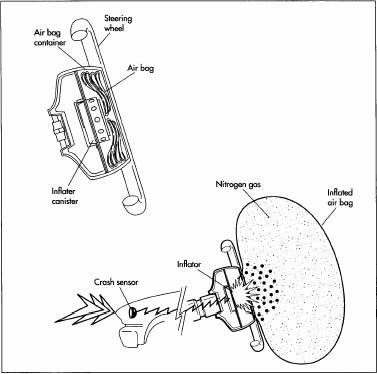
A typical driver's-side air bag fits neatly on the steering wheel column. In
case of a collision, the crash sensor sends an electric spark to the
inflator canister, setting off a chemical readion that produces nitrogen
gas. The gas expands, inflating the air bag and protecting the driver.
One of the first patents for automobile air bags was awarded to industrial engineer John Hetrick on August 18, 1953. Conceived by Hetrick after a near accident in 1952, the design called for a tank of compressed air under the hood and inflatable bags on the steering wheel, in the middle of the dash-board, and in the glove compartment to protect front seat occupants, and on the back of the front seat to protect rear seat passengers. The force of a collision would propel a sliding weight forward to send air into the bags. Many other inventors and researchers followed suit, all exploring slightly different designs, so that the exact technical trail from the early designs to the present system is impossible to note with certainty. In 1968, John Pietz, a chemist for Talley Defense Systems, pioneered a solid propellant using sodium azide (NaN3) and a metallic oxide. This was the first nitrogen-generating solid propellant, and it soon replaced the older, bulkier systems. Sodium azide in its solid state is toxic if ingested in large doses, but in automotive applications is carefully sealed inside a steel or aluminum container within the air bag system. Since the 1960s, air bag-equipped cars in controlled tests and everyday use have demonstrated the effectiveness and reliability. The Insurance Institute For Highway Safety conducted a study of the federal government's Fatal Accident Reporting System using data from 1985 to 1991, and concluded that driver fatalities in frontal collisions were lowered by 28 percent in automobiles equipped with air bags. According to 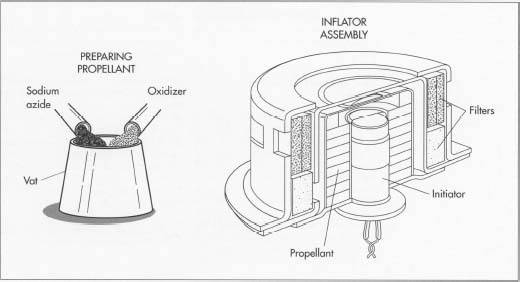
Preparation of the propellant, the first step in air bag manufacture,
involves combining sodium azide and an oxidizer. The propellant is then
combined with the metal initiator canister and various filters to form the
inflator assembly.
In response to consumers' increased safety concerns and insurance industry pressure, the federal government has forced automobile manufacturers to upgrade their safety features. First, Department of Transportation (DOT) regulations require all cars, beginning with model year 1990, sold in the United States to be equipped with a passive restraint system. (Passive restraint systemsrequiring no activation by the occupantinvolve the use of automatic seat belts and/or the use of air bags.) If car manufacturers choose an air bag, then regulations require only a driver' s-side system until model year 1994, when air bag-equipped cars must include passive protection on the passenger's side as well. A 1991 law requires driver and passenger air bags in all cars by the 1998 model year and in light trucks and vans by 1999. Raw MaterialsAs stated above, an air bag system consists of an air bag module, crash sensors, a diagnostic monitoring unit, a steering wheel connecting coil, and an indicator lamp. Both this section and the next ("The Manufacturing Process") will focus on the air bag module itself. An air bag module has three main parts: the air bag, the inflator, and the propellant. The air bag is sewn from a woven nylon fabric and can come in different shapes and sizes depending on specific vehicle requirements. The driver's-side air bag material is manufactured with a heat shield coating to protect the fabric from scorching, especially near the inflator assembly, during deployment. Talcum powder or corn starch is also used to coat the air bag; either substance prevents the fabric from sticking together and makes it easier to assemble. Newer silicone and urethane coated air bag materials require little or no heat shield coating, although talcum powder or corn starch will probably still be used as a processing aid. The inflator canister or body is made from either stamped stainless steel or cast aluminum. Inside the inflator canister is a filter assembly consisting of a stainless steel wire mesh with ceramic material sandwiched in between. When the inflator is assembled, the filter assembly is surrounded by metal foil to maintain a seal that prevents propellant contamination. The propellant, in the form of black pellets, is primarily sodium azide combined with an oxidizer and is typically located inside the inflator canister between the filter assembly and the initiator. The Manufacturing
|